Отправить запрос
- Бесплатный звонок по России8 800 707 15 25



Распродажа системы крепления инструментов: оправки, цанги
| Наименование | Цена |
| Оправка фрезерная с конусом SK-30, A=63, I80*d30*DTK48 | 150 € |
| Оправка фрезерная HSK-63F D25*L60 | 150 € |
| Оправка фрезерная HSK-63F D25*L60 | 150 € |
| Оправка фрезерная HSK-63F D25*L60 | 150 € |
| Приспособление для монтажа HSK63F | 500 € |
| Цанга ER25 - d13 №PER 25013, er.32 | 34 € |
| Цанга E. PER32006 - d6, er32 | 28 € |
| Цанга E. PER32018 - d18, er.32 | 28 € |
| Цанга E. PER40008 ER40-d8 | 45 € |
| Цанга E. PER40010 ER40-d10 | 45 € |
| Цанга E. PER40012 ER40-d12 | 45 € |
| Цанга E. PER40016 ER40-d16 | 45 € |
| Цанга E. PER40018 ER40-d18 | 45 € |
| Цанга E. PER40020 ER40-d20 | 45 € |
| Цанга E. PER40025 ER40-d25 | 45 € |
| Цанга зажимная L 37434 (14) | 45 € |
Инструмент может быть установлен на шпиндель станка двумя способами:
Инструменты, смонтированные на специальные переходники, образуют инструментальные системы.
Инструментальная система (ИС) состоит из двух основных частей (деталей):
Инструментальный системы подразделяются на два основных типа: системы обычной точности и повышенной – прецизионные ИС.
ИС обычной точности применяются при не очень больших скоростях и мощностях обработки. Прецизионные ИС используются в условиях повышенной производительности при больших объемах снимаемого материала, вызывающих увеличение силы резания. Вышеуказанные инструментальные системы обладают большей жёсткостью, более высоким классом балансировки и способны передавать крутящий момент в 3-4 раза выше, чем ИС обычной точности. Мощный обрабатывающий центр способен обрабатывать, например, оконный профиль за один проход на высокой подаче. Если крутящий момент ИС ограничен, то для обработки одного профиля необходимо выполнить 2-3 прохода при подаче в 2-4 раза ниже. Таким образом, при неправильном подборе ИС производительность мощного станка будет снижена в 4-12! раз.
Затраты на приобретение более точной (и дорогой в пересчёте на один инструмент) ИС могут быть не всегда больше, чем затраты на систему обычной точности. Если, например, оконные профили обрабатываются не за один, а за три прохода инструмента, то в целом необходимо приобрести в 3 раза больше инструментов. Каждый из этих инструментов удаляет часть материала заготовки и только с третьего захода профиль обрабатывается полностью. Комплект, состоящий из в 3 раза большего количества инструментов, может стоить в 1,5-2 и более раза дороже аналогичного, но в котором инструментов меньше. Таким образом, ИС должна быть подобрана исходя из технических возможностей станка, чтобы в конечном итоге не переплачивать за ненужные инструменты и получить от станка необходимую производительность.
Минимизация количества инструментов, необходимых для обработки деталей изделия (например, оконного блока) предпочтительна по следующим причинам:

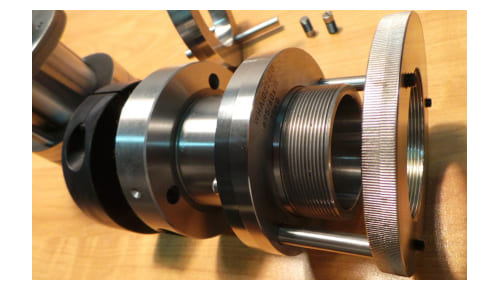
Пример инструментальной системы для обработки деталей арочной части окна и дверных блоков
В приведённой системе использованы инструменты со сменными твёрдосплавными пластинами с прецизионным креплением. После выработки ресурса пластина меняется, то есть инструмент не требует заточки и его диаметр всегда остаётся неизменным. В случае переточки инструментов каждый раз необходимо перенастраивать станок, поскольку изменяется диаметр инструмента.
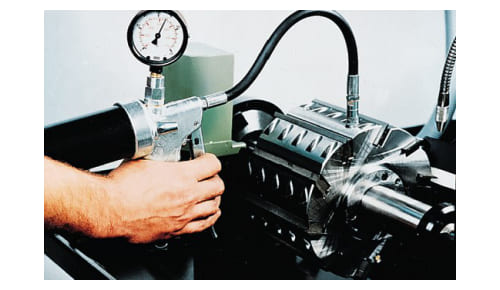
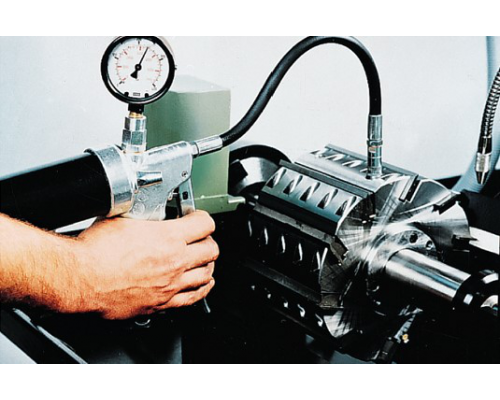
Особое внимание необходимо уделять при выборе ИС для алмазных инструментов. Алмазные инструменты имеют высокую стойкость, но при этом крайне чувствительны к ударам и вибрациям. По этой причине ИС с алмазными инструментами должна отвечать требованиям балансировки на очень высоком уровне. Помимо балансировки у алмазных инструментов должно быть сведено к минимуму торцевое и радиальное биение. Необходимо, чтобы инструмент входил в обрабатываемый материал максимально равномерно. Система, удерживающая инструмент, должна исключать какие-либо перекосы. Например: инструмент устанавливается в цангу, цанга – в зажимной патрон, зажимной патрон – в шпиндель станка. Все эти детали должны находится строго на одной оси.